職人が解説!切子の作り方kiriko work
職人が解説!切子の作り方
切子工房 箴光>職人が解説!切子の作り方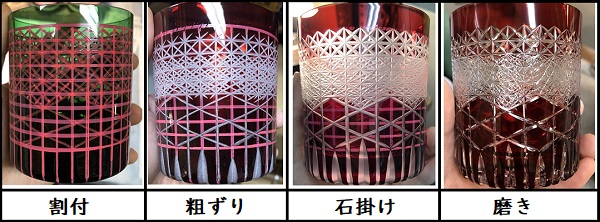
全体像を説明すると割付、粗ずり、石掛け、磨きで完成します。
伝統的な江戸切子の技術での作り方を簡単に説明すると以下の通りです。
| 1.割付(わりつけ)→目印をマーカーで書く。 2.粗ずり(あらずり)→粗く削る。 3.石掛け(いしかけ)→表面きめ細かく削る。 4.磨き(みがき)→光沢を出す。 |
切子体験を予約して後日体験予定でどんなカットが出来るかわからない人はここをクリックして下さい。(ページ内リンクです)
↓
「初心者向けのカット」
独立して切子の製作だけで生計をたてており、土日祝日も仕事をしている日がほとんどなので一般的な職人より作業時間が圧倒的に長く、1歩進んだ内容を紹介できているかと思います。
このページを見終わるころには、切子の作り方についてかなり詳しくなっていると思うので楽しみにしていて下さい。
簡単にもう一例です。
上が石掛けという作業中の写真です。
グラスの表面にマーカーで書いた座標に従ってカット中です。

石掛けの後にカットした場所を1か所ずつ磨いて下の完成品の写真になります。
こちらはrememberという100作品目記念作品の製作過程をグラスの上から撮影したものです。
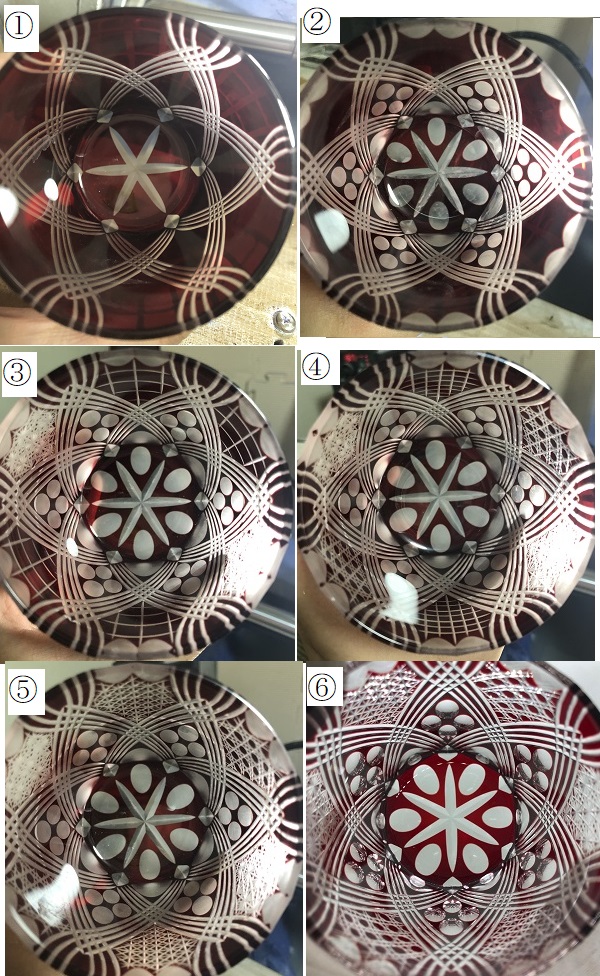

切子工房箴光では独自性が強くデザイン性が高い作品が創作されています。
この機会にご確認頂けると幸いです。
~~~~~~~~~~~~~

切子工房 箴光(しんこう)を代表します独立切子士の斉藤光(さいとうこう)と申します。
営業担当や外注して記事を書くライターではなく、このホームページ自体を切子職人である私自身がプログラミングして文字を入力しております。
切子職人が直々に書いているので、日本全国の中でも貴重な話であることは間違いありません。
~~~~~~~~~~~~
切子の作り方、切子の製作、製造工程など呼び方は色々あると思いますが、切子が出来るまでの工程を、深いところまで触れながら切子職人自身の言葉で詳しく解説していきます。
当工房ではこういう切子を作っておりますが、その製作過程を追体験していきましょう。

製品一覧
当工房では江戸切子の伝統的な製法を継承した切子作りをしております。
製作過程を紹介しますので、理解を深めて楽しんで頂ければと思います。
ちなみに
「切子を自作したい!」
という方は「切子の自作に関する考察」のページをご覧下さい。
簡単に全体の流れの解説
まず最初に大きく作業工程の流れを簡単に紹介します。1.割付

マーカーでガラスの表面に座標、グラフを書きます。
2.粗ずり

座標やグラフに基づいて粗めにカットをします。
紙ヤスリで粗いものから使用していくのと同じことです。
3.石掛け

本物の石を使って最終仕上げのカットをします。
この時点でカットが完成します。
4.磨き

カットした線の1本1本を時間をかけて磨いていきます。
伝統的な手法である「手磨き」という方法を大切にして製作しています。
これで完成です。
仕入時検品
カットする前にまず最初の簡単な作業として仕入れた素材の検品をします。箱から出して、タオルで表面のホコリを拭き取って写真のようにその場に並べます。


次に光に透かして検品します。
素材自体に個体差があるガラス職人さんが人間の手で作っている物なので、個体によって色が濃い物や薄い物の微妙な差異があります。 色被せが濃い生地が適している製品、色被せが薄い生地が適している製品も存在します。 それも含めてこの時点で仕分けをしておきます。 |
切子をデザインする工程
デザインを考えるときはコップの口元の直径から円周を計算します。
円周からどれくらいの文様が全体にどれだけの割合で収まるか考えます。
実際にカットできるデザインなのか等、様々な要素を考えながら理詰めで構築していきます。
デザインを考える時間1つのデザインを考えるのにも相当の時間が必要です。 1日8時間くらいでデザインが完成することもあれば、1週間悩んでも納得いかずノックアウトされて床に倒れて放棄しかけることもあります。 現在、当工房では日本トップクラスの製品が存在し、その各々について相当のデザインの時間を費やしてきました。 累計どれくらいの時間がかかったかは怖いので振り返らないことにしています。 現状製品の数は1つの切子の工房が持つ製品数で考えたら全国的にも類を見ないほどかなり多い方かと思います。 一般的に過去にカットしたデザインを職人が順に忘れていくので、同じカットをできなくなる現象があり、それが原因で1つの工房内で持てるデザインの数の上限が決まってくるような状態です。 私が現在1人で150種類以上の作品を「いつでも」作れると言ったら、度肝を抜かれる他の職人さんもいるのではないでしょうか。 当工房の強みでもあるので、今後さらにこの強い部分は200、300・・・と誰にも追いつけないくらい人生の許す限り、はるか遠くまで際限なく伸ばしていこうかと考えております。 お気に入りのデザインがきっとみつかるかと思います。  製品一覧 |
デザインの方向性は数学的「グラスの形状から逆算してデザインを考える」という手法は手間がかかり、大変です。 職人の中でももしかしたら私だけがやっているデザイン方法かもわかりません。 一般的には「こういうデザインを入れよう」という感じで、ガラスに直接好きな絵を書いていきます。 ※例えば、思いつきやすいところで言えば、富士山、ハート、魚、葉っぱ、桜。 その絵に合わせて割付の線の位置を決めていくという感じです。 多分そのデザイン方法の方が手間がかからないので一般的かと思います。 しかし、傑作を産み出したと自分で感じる場合は前者のように最初に全てを計算してから製作にとりかかった場合の方が圧倒的に多いです。  何かをモチーフにしているわけではなく、数学的な曲線と直線の美しさ的なところがあります。 上のような大枠のデザインに優れたものが完成した時は嬉しいですね。  Be天開ロックグラス 製品ページで作品をみてもらえればわかりますが、桜だとか魚だとか明らかにその形状を削った作品はありません。 方針として切子の美しさは数学的な構造の中にあるのではないかと推定しながら製作しております。 しかし、私はみなさんがイメージするような頑固な職人ではありません。 自分が考える世界の外側のものが案外良く感じたり、年数が経過して感じ方が変わったりなど往々にしてあります。 出来るだけ広い視野で色んなデザインに取り組んでいます。 例えば、上の理論にとらわれないアート的、感覚的、女性的なデザインも作っています。 
江戸切子の伝統的な手法の中に何かのモチーフを削る「花切子(はなぎりこ)」という分野も存在します。 修業時代の先輩が金魚の花切子をしておりましたが、とても見事な作品で私にはできないことだなと今でも印象深く心に残っております。 職人の作るデザインにはそれぞれ長所があると思います。 そこには多様性があり、消費者からすれば選択肢が増えることなのでとても良いことだと思います。 私の作品の個性、長所、強みとして、数学的な部分をベースキャンプにして作品作りをし、世の中に提示していきたいと考えています。 |


デザイン案が完成したら、実際にグラスの上に設計図を書く作業に入ります。
初心者向けのカット
切子体験、江戸切子体験を後日に控えていて、どんなデザインのカットが出来るか事前に少し知りたい人のために解説記事を書くことにしました。概ね1回の体験時間は2時間くらいではないでしょうか。
最初に説明等があり、最後に片付けなどの時間があると思うので、実質のカット時間は1時間30分くらいになるでしょう。
製作時に保護メガネ、保護ゴーグル、マスクは必要ありません。
カットの体験なので、磨きは無く、すりガラス状の仕上がりでお持ち帰りになると思います。
場所によっては磨いてくれるところもあるかもしれませんが、基本は磨きは無しのはずです。
カット時の力の感覚
| 削るときにグラスを持ちますが、みなさんが普段コップを手に持つくらいの力で持って回転している刃に当てます。 初心者は指先だけで持つとやりやすいと思います。 グラスを刃に押し当てる力は、私の体感だとみなさんが普段ハンコを押すときにグッと少し力を入れて押すくらいの力に近い気がします。 刃に当てるときにビビッてフワッとした力で当てるとカット面がぶれます。 緊張しても少し力を入れてグラスを刃に押し当てるとといいでしょう。 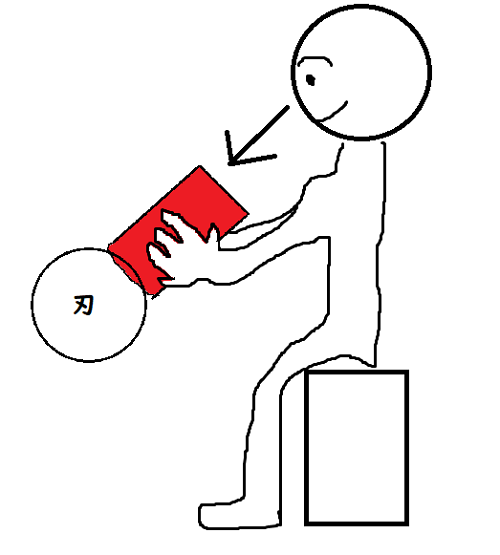 外側からライトを当てて光を透かして、グラスの内側を見ながら削ります。 回転している円形の刃に押し当てて、刃の弧の部分がグラスに食い込むことで削れます。 カットしたら貫通しないか不安かと思いますが、切子や江戸切子のガラスは若干厚みがありますので、貫通することはまず無いと思います。 特に底の方はガラスの厚みがかなりありますので、結構深掘りにしても貫通しません。 本当に100%近く貫通しないと思いますが、万が一貫通した際も「バリーン!」と割れるわけではなく、「シュルシュル」と小さい音で貫通部だけポロポロ取れていく感じなので、けがをする心配は無いです。 |
カットの向きによる難易度の変化
| カットは以下の順に難易度が高くなっています。 底のカット、ペーパーウェイト等の平面に対するカット(やさしい) ↓ 縦のカット(やさしめ、ガイドの線が必要) ↓ 斜めのカット、Y=Xのカット(かなり難しい) ↓ 横線のカット(激ムズ、初見ではほぼ無理) 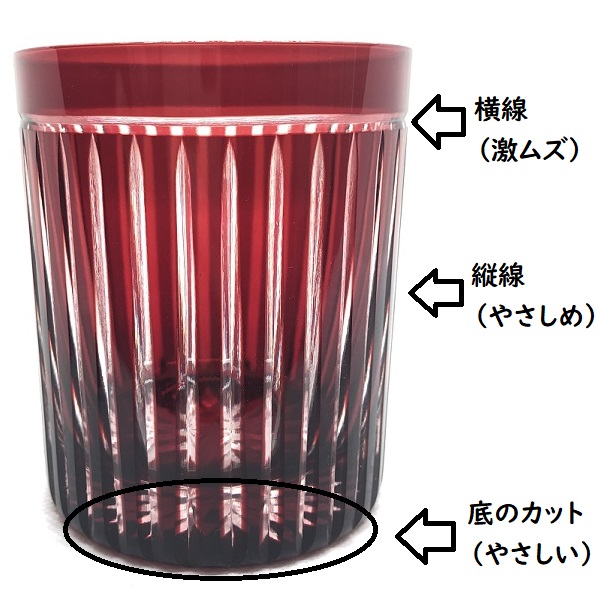 という感じです。 縦に近いほど簡単なので、Y=XよりかはY=2Xの方が縦に近くて簡単という理論です。 Y=1/2Xも非常に難しいのでやらない方がいいです。 自分でデザインを考えるときも縦線寄りのデザインを考えてから江戸切子体験に臨んだ方が良いです。 難易度の低い物からカットしていくとコツを掴めると思うので、まずは底から削ると良いです。 これはペーパーウェイトに伝統的な文様である16枚の葉を持つ菊をカットした作品です。 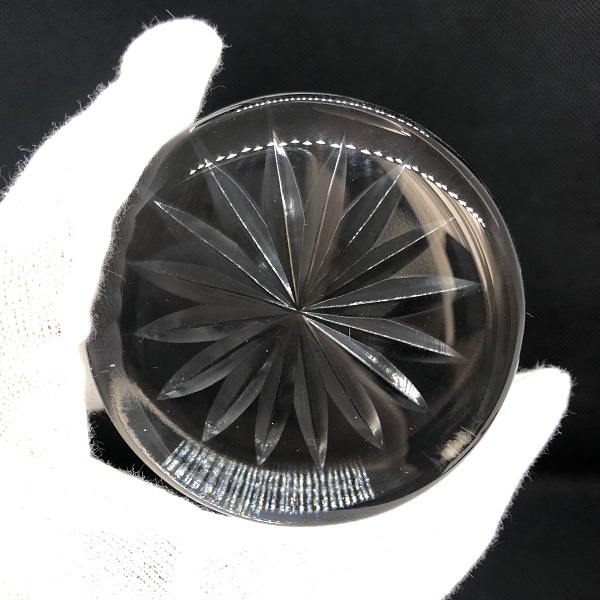 切子職人的には基礎中の基礎というカットで、最も簡単なカットの部類ですが、初心者が初見で16枚の葉を削ることはまず不可能です。 これの半分の8枚の葉の底菊を削るのが良いかと思います。 まずは十字にカットし、そのあとに中間をY=Xが通るようにカットすれば8枚の葉を持つ底菊の完成です。 注意点は以下の通りです。 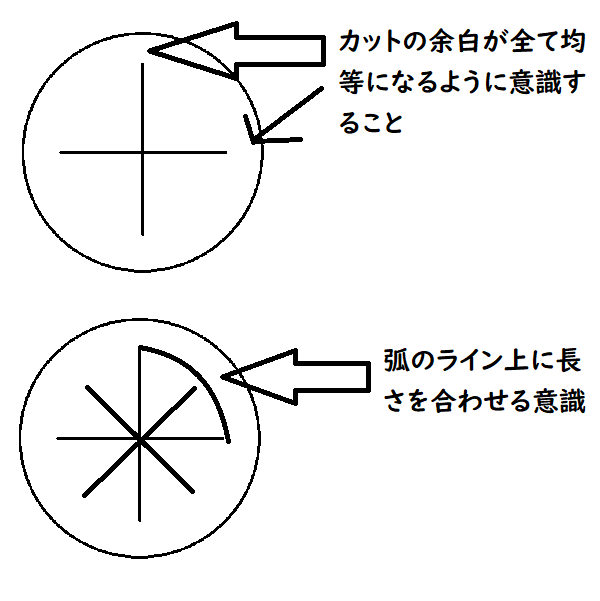 縦のカットは比較的簡単ですが、下の写真のようにマーカーで正確な縦の線のラインが無いと左右にブレがちです。  プロの世界では正確に縦にマーカーをかける道具を使用しますが、正確に書くには道具の訓練(修業)が必要なので、切子体験では使用することができません。 もし、縦の線をカットしたいと思ったら目見当で丁寧に手書きで縦のガイドラインを書くと良いです。 ただし、丁寧にガイドラインを30分くらい書きすぎてカットする時間が1時間くらいしか取れなかったとなっては本末転倒です。 江戸切子体験は基本予約で埋まっており、次のお客さんが待っているので、カットの時間が足らないからと言って延長してカットすることができません。 時間配分をよく考えてテキパキとカットを入れていくことを心がけると良いです。 体験に行く前にある程度自分の中でカットしたいデザインを考えておくとグラスにマーカーで悩みながら書く時間が減って、カット体験の時間が多く取れます。 |
初心者ができる一番おすすめのデザイン
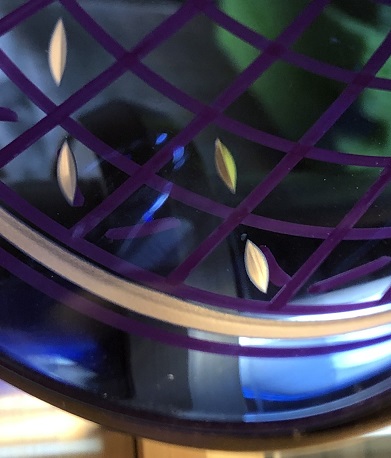
| 初心者は下の黒丸のいわゆる「星(ほし)」を削るデザインがわりとできるかもしれません。 むしろ多分それを体験の指導する人にもおすすめされると思います。  刃を定点で当てて、直線距離が少しずつ広がっていく感じで削ることができます。 縦線でも斜め線でも横線でも、グラスを回転させて動かしながらカットするのが初見では非常に難しいです。 グラスを動かさず、刃に押し当てるだけで上の星は作れるので、比較的作りやすいです。 また上の星の場合でも底のカットと同じように縦→横→斜めの順にカットすると削りやすいと思います。 先ほど見せたぐるりと一周長い横線で削るような輪っかのカットは激ムズで、ミスってぐちゃぐちゃになると思うので、絶対にやらない方が良いです。 あとは、何かをモチーフにしたデザイン(富士山、葉っぱ、桜など)は多分非常にぐちゃぐちゃになるのでやらない方がいいかなと思います。 先ほど見せた縦線ベースの作品でもデザインとしては完成されています。 等間隔で均等にカットを入れると見栄えが良くなるので覚えておいてください。 カットする難しさを知りたいという人はガイドラインとか書かずに時間目いっぱい色々削ってみると良いと思いますが、少しでも良い物を作りたいという人は上の内容を把握しておくと幾分良い物が出来るかと思います。 |
良いものを作って誰かに贈り物にはできないかも
| 良いものを作って誰かに贈り物にしたいと思っても多分難しいと思います。 それを期待して江戸切子体験に行くとガッカリしちゃうかもしれません。 江戸切子体験で削ったグラスは自分で使うものとして考えた方がいいかもしれません。 江戸切子体験の値段に少しプラスのお金で当工房の場合、このようなロックグラスが購入できます。  別のページにも書いてありますが、私がアマチュア時代に趣味で4年間江戸切子教室に通っていましたが、累計作業時間244時間、かかった金額は50万円です。 アマチュアでそれくらいの時間とコストをかけてようやく人にプレゼントできるかな?くらいの物が作れるようになります。 自分でやろうとすると50万円、プロに任せるとそれを1万円以下で買えるので贈り物を考えている場合は素直にプロの物を購入して贈った方が「時間と労力、コスト、仕上がり」が良いと思います。 |
まとめ
底と縦線から削ってみよう!
割付け、割出し(わりつけ、わりだし)の工程

次に割付けという作業を行います。
紙の上で二次元で構想した設計図が三次元でもうまく収まるかという部分を試行します。
ろくろのような回転する作業台に色被せガラスを載せてマーカーで縦横に線を引いていきます。
線の量を減らすマーカーを引いたものは以下のようになります。 基本は縦横の線だけです。 カットが複雑で混乱するデザインのものは、斜めの線も書いておきます。 線を書く作業時間が増えるとだんだん採算が取れなくなってくるシビアな世界です。 出来るだけ斜め線を書くという作業は減らすように努めます。 例えば、斜めの線を増やして1個の割付の時間が2分増えたとしましょう。 これを何ヶ月かで200個作って下さいという状況になったら、たったの2分だと思っていたものが累計6時間40分のロスになったりします。 こういうロスが積み重なると年間で何日単位で作業が遅れてくるという状況になるわけです。 切子作家のように1つのものに際限なく時間をかけて作品を作る場合はこの話は関係ありません。 |
割付=グラフを書く「ガラスの表面に縦横の線を引き、座標となる目印を決める」というものです。 感覚的には数学のグラフを作るのと同じことをやっています。 例として、以下の数学のグラフをご覧ください。 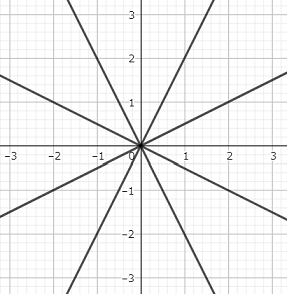 上のグラフは
4つの数式でなんとなく模様になっていると思います。 切子はこれをガラスの上でやるために、縦横に線を引いています。 それが割付という作業です。 |
表面積に合わせて調整ガラスの形状ごとに表面積の大きさは全く違います。  私はキャンパスの大きさと呼んでいます。 同じようなデザインでも展開図を書いた時のキャンパスの広さが全く違います。 紙の上で二次元で計算したものが、すんなり入るかと言えば入らなくて困ってしまう場合が多いです。 実際に書きながらデザインを調整していきます。 コップ状の計上のものは口元が広く、底の方がすぼまっているので、グラスの形状ごとに寸法を再計算しないといけません。 1ミリずつ調整しながらベストなデザインになるように、かなり精密な調整の割付けを行っています。 個別の作品ページにはこういった製作過程、製作秘話も載せていますので読み物として楽しんでいってください。 |
粗ずり(あらずり)の工程

割付のグラフの座標を目印にして、ガラスを透かして内側から覗きながら目の粗いダイヤで削ります。
内側から透かして座標を目印にカットします。
この写真の場合、色被せが薄いので割付の線が簡単に見えて非常に楽です。
見えない場合「勘」で削る二重構造のガラスの素材はガラス職人さんが作っているものなので色が濃いものもあり、差異があります。 割付の線がほぼ見えなくなることもあり、その場合は「勘」で削ります。 それでも問題なく削れるのは今までの過去に練習してきた自分が居たからだと思います。 カット時の手首のひねり具合で大体どれくらい削れているのか予測します。 何千回も同じカットをした自分の手の感覚を信じて削ります。 ガラスの表面に書いた2mm幅のマーカーの線も仕上げのカットをする際には太すぎます。 マーカーの線は目安程度にし、最後の1mm以下の細かい調整も職人の勘で削っております。 |
場所により太さを調整うっすら削って目印をつけるだけの筋を入れるという場合もあります。 しかし基本的にはかなり多めに削り大体の形をこの時点で作ります。 底から伸びる太いカットとは違い、側面の繊細な調整が必要な部分は筋を入れるだけにとどめています。 粗ずりをしっかりやっておかないと仕上げで削る時間が尋常じゃなく増えます。 採算が取れなくなって廃業してしまうので、しっかり削っておく必要があります。 |
石掛け(いしかけ)の工程
本物の石を使って仕上げを行います。
技術的なことになるので詳しくは言えませんが、石を加工して切子に使えるようにします。
他の工房では仕上げの前に「三番」という中くらいの目の粗さで削る工程が入るかと思います。
しかし、私の場合は三番を使う場合は限られていて、仕上げの石で仕上げる場合が多いです。
石掛け=光沢が出る工房によってはカットの最終工程に石掛けを行わない工房もあります。 当工房では石を掛けた方が最終的に磨いた時の光沢が綺麗になると考えております。 伝統的な作業方法でもあるので先人の知恵を大切にし、石掛けを行って仕上げております。 |
1mm以下の世界仕上げでカットの全てが決まるので、慎重に削っていきます。 1ミリ単位以下での精度が必要になってきます。 とにかく私はよく目視をします。 感覚的には大体0.5mm程度の誤差内で調整できれば綺麗に見えるという感覚があります。 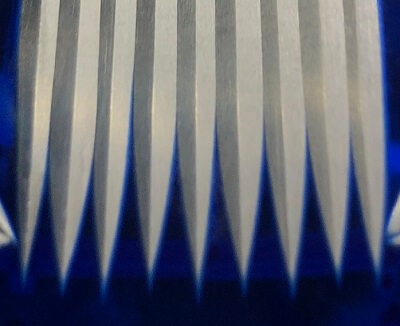 色被せによって、実際にカットして見えている範囲とカットし終わった後に実際に削れている範囲が違います。 色被せの濃さによってその差異が変わります。 色が濃いなら内側から見てだいぶ手前でカットを止めないと外側から見た時にカットが食い合ってしまいます。 そこらへんは職人の勘でカットの長さを調整していきます。 |
工芸品に共通する「味」色被せの厚みによってカット面が全く見えない部分を職人の感覚で削って調整しているものです、 なので、多少の寸法の誤差(とはいえ1mm以下程度)が発生する場合もあります。 切子が手作業で作られているという「味」の部分になってきます。 個々の製品によって素材の色の濃さも違えば、カットの微妙な調整も違います。 全ての製品が同じではないという点も含めて工芸品を楽しむものだという風潮がありますのでご理解頂ければと思います。  私自身も20歳からの趣味で全国の工芸品集めをしております。 全47都道府県に行きました。上はコレクションの一部です。 |
石掛けの作業は粗ずりに比べて切削速度が遅く、かつ製品の最終的なカットを決める慎重な工程です。
粗ずりと同じ部分をカットしていくとは言え、その作業時間は段違いで違います。
深呼吸が度々入るくらい集中力が必要です。
石掛けが終わったもの。
これを磨いていきます。
磨き(みがき)の工程
当工房ではカット技術もそうですが、江戸切子の伝統的な手法である手磨きによってカット面を磨いています。手磨きの技術現在は少数派になっている「手磨き」という技術を大切にして当工房では生産しております。 1個ずつ、1か所ずつ丁寧に磨いていきます。 一般的には「酸磨き」というたくさんの数を一気に仕上げる製法が選択され、それに比べて非常に時間がかかりますし、機材の費用も多くかかります。 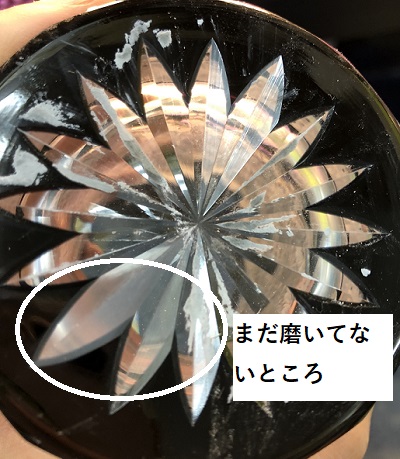 写真の通り、カットの線を1本ずつ磨いていきます。 カット技術に加えて手磨きの技術も工房ごとに大きなレベルの違いがあり、工房ごとの技術力が出来上がりのクオリティに直結します。 概ね手磨きを行っている江戸切子の職人は他の工房の総合的なレベルを見る時はカット技術よりも「磨き」の方を見るのではないでしょうか。 酸磨きに比べると非常に生産性が悪いですが、ガラスの強度が保たれて出来上がった時の品質が良いです。 修業時代に師匠に「手磨きの技術は大切にした方がいいよ」とよく言われたもので、当工房では修業時代に引き続き、手磨きによる磨きを選択しております。 カットしていない色被せ部分の色が落ちず、強度も保たれます。 ユーザーにとっては良いこと尽くしかと思います。 今では多くの工房や切子作家が酸磨きをしており、今後も酸磨きの切子が増えていくかと推測しています。 |
値段を抑える取り組み手磨きによるコスト増加分によって値段が大幅に上がらないように、
別の工房にお伺いする機会がありましたが、そこのトップの人に当工房の切子の値段を見せたら「このカットでその値段は安いね」とボソッとひと言おっしゃってました。 製品一覧 どの工房がどういうものを作ってどの値段で販売するかは自由で、私達がどういうものをいくらで購入するかも自由です。 ただ色んなことを知った上で、みなさんにとってより良い選択ができることを願っております。 |
磨き終わると下の写真のようになります。
磨き終わった後のこのテカテカとした光沢が魅力です。

光に当たるとキラキラと光るので初めて見た人はきっと感動すると思います。
私自身が初めて江戸切子に出会った時にたまげたので、同じような感動を多くの人に味わってもらいたいと思っています。
日本トップクラスの磨き磨きは日本でも最上位クラスかと思います。 なので、金額だけでなく、品質の高さについても驚いて欲しいなぁと思います。 ぜひ日本トップクラスの磨きを体感してください。  上からのぞいた時。  底の形状。  これで完成です。 |
完成時検品の工程
最後に磨き終わった後の切子を検品します。本当に磨けているかどうかは実際に磨きを何年も続けてきた職人にしか判別できません。

平加工をした部分を磨いて光に照らして確認している時の写真。
口頭では伝えられませんが、この写真の状態は磨けていません。
一般の人が見てもわからないと思いますが、私の目で合格になったものしか世に出しません。
一般の人に見せてもまずわからないので、実際にはこのレベルの状態で納品している工房も非常に多くあります。
磨きの品質=ブランド磨きの根底が崩れることは、当工房のブランドの崩壊を意味します。 磨きの品質を維持することに関しては気が気ではありません。 磨けていないものを見ても一般の人にはわかりませんが、それを見た後に、本当に磨けているものを見た時は一般の人にも品質の高さに気付くと思います。 多人数で働く江戸切子の工房では、検品作業は一般的に新人に任せたりする場合も多いです。 しかし、当工房では実際に下積みで「磨き」を何年も行ってきた自分自身の目で検品することを大事にしています。 |
最後に作業を通しで画像を載せておきます。
通しで見ると作業ごとに大きく変化していってるのが理解出来ると思います。
梱包、発送
製品が完成したら、梱包をして発送します。
こんな感じで品質が高い桐箱に製品を入れます。
また包装に桜色の不織布を使用して梱包します。
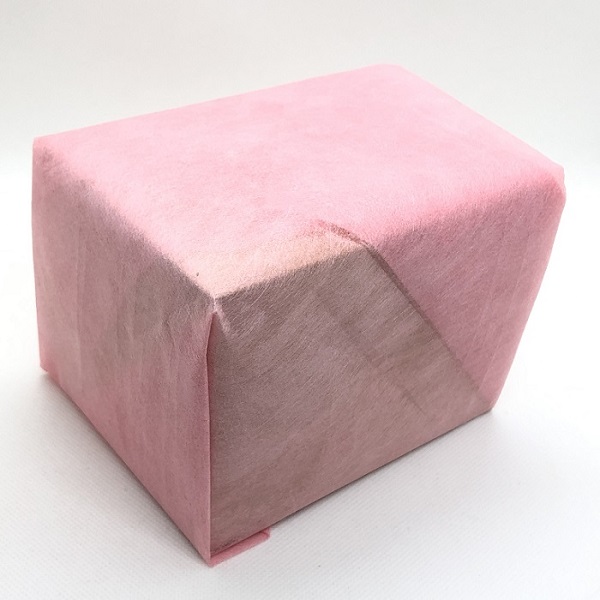
様々な場面での使用や、センスの良さを考慮して桜色となりました。
納品書を同梱してヤマト運輸の関東発60サイズで発送します。
ヤマト運輸は破損保障があるので、運送時の破損のトラブルを無くせるので使用しております。
こういう工程を経てユーザーの元へと製品が届けられます。
一度じっくり観察してご検討頂けると幸いです。
製品一覧

shop info店舗情報
切子工房 箴光
〒359-1128
埼玉県所沢市金山町11-11
E-mail:kirikoshinkou@yahoo.co.jp
インボイス制度登録事業者
お問い合わせのご返信について
・基本的には土日祝日をのぞく、8:00~17:00の時間にてご返信させて頂きます。
お客様にご心配をおかけする事項だと判断した場合は、上記時間帯以外でも取り急ぎ早急にご返信する場合もございます。
| ・公式ホームページ ・amazon ・ヤフーショッピング ・minne ・creema |
でオンラインで販売しております。
普段使い慣れているショッピングサイトがあれば、そちらを利用頂いても構いません。
現在、関東圏内にも製品を出荷しているので、ショッピングモール等の店頭でも当工房の製品を購入できます。
支払方法
銀行振込とクレジットカード決済とコンビニ払いが可能です。
支払い方法の詳細は「送料・のし紙・桐箱について」をご覧ください。
・クレジットカード決済
ご利用可能なクレジットカード
![]()
お支払い方法は「一括払い」「リボ払い」「分割払い」からお選びできます。
・セキュリティコード(券面認証)について 「セキュリティコード」の入力が必要となります。カードの署名欄の隅に印字された3ケタ(または4ケタ)の数字となります。
・コンビニ払い

全国の
・ローソン
・ファミリマート
・ミニストップ
・セイコーマート
でお支払い可能です。
切子工房 箴光のSNS
フォローして最新情報をチェック!
インスタグラムがメインで、フォロワーもそこそこ多いです。